Search this site
Improving with productive stripping systems
Stripping dies

“Waste does not fall down well, it takes time to inspect products.”
“Sheet separation trouble when increasing machine speed.”
“It takes time to set up bottom pins.”
“Scraps attach to bottom pins because of static electricity, then it occurs machine down time.”
Because of these reasons, it may be overtime work or productivity becomes much lower than what you expect.
Installation of diecutter with stripping section to improve productivity and quality is common nowadays.
Due to this, you may have trouble with the stripping section.
In these contents, we would like to explain the main troubles of stripping and how to solve it and improve productivity.
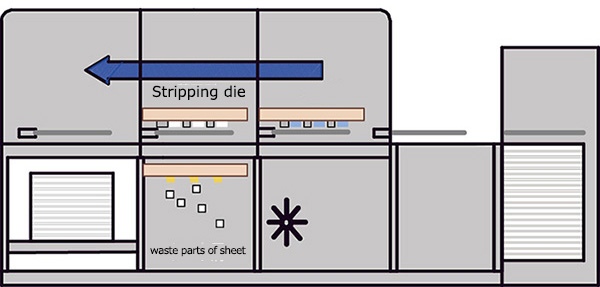
What is Stripping die?
In a diecutter, there is stripping section after diecut which drops waste parts of sheet. In this section, stripping die is applied.
**Some diecutters do not have a stripping section.

Types of stripping dies
Stripping dies consist of the pairs of top board and bottom board.
By how to remove wastes, we can call full or partial stripping.
●Full stripping
It removes all the wastes of outer and inner holes and so on.
It is used for thick sheets like corrugated board which is smooth diecut running.


●Partial stripping
It removes holes and areas which is hard to strip by hands with stripping blades
It is used for thin sheets like cardboard which are hard to run with limited nick volumes.


**Stainless plate is used to reinforce stripping bottom board depending on layout and machine speed.
(Related topics)
Emergency measure to add stripping blades(more)
Waste remover which reduces workers labor for scrap-removing(more)
Connection between nicks and stripping
In a flatbed diecutter, a sheet is running from feeder to register board. Then gripper takes a sheet one by one before platen.
We arrange nicks in dieboards to avoid sheet separation after diecut in platen.
Red circles below are nicks which look bumpy at the cut area.
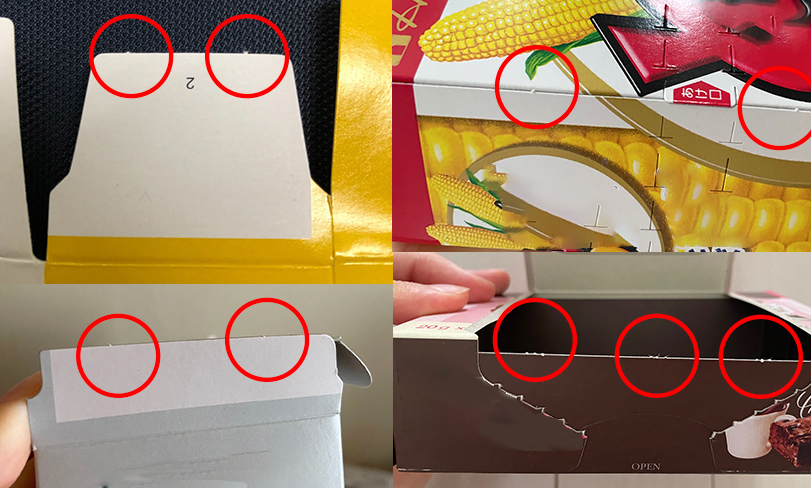
DAISO can mark the nicking position in diebaord.
It is easy for operators to see where to put nicks with correct marks.
(Related topic)
Avoid nick trouble(more)
Stripping trouble and solution
Stripping troubles come from various reasons.
We would like to explain each situation.
Trouble1 : Unstable stripping which takes time of product inspection
①Widen stripping plate
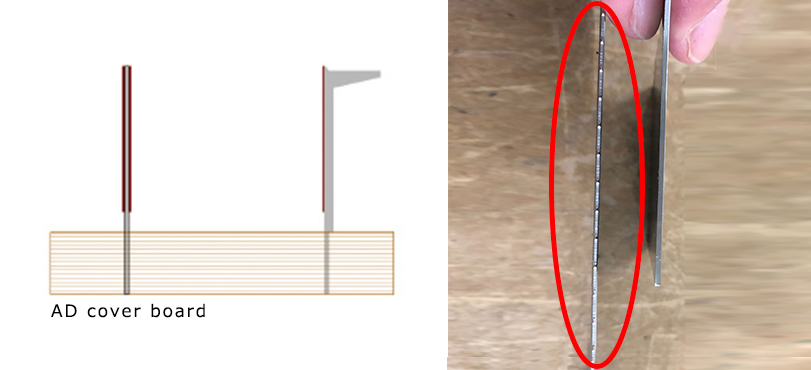
As one of the solutions, we would like to introduce AD cover board.
You can attach it to the side of stripping plate. Press width becomes wider and it would be easier to fall down.
It is a simple additional way without any modification of stripping dieboards.
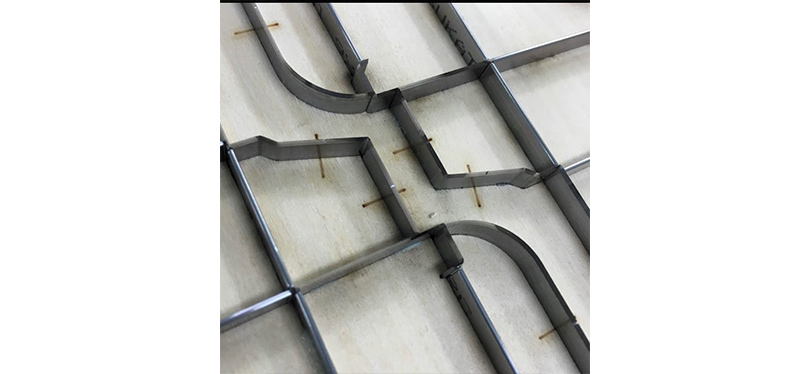
Stripping plate with spikes is another option as below picture.
②Use bottom stripping pins or AD-DACK
Sometimes wastes do not fall down well since those may turn by nicks or those nicks are too strong nicks.
In that case, it would be improved with bottom stripping pins.
Some diecutters do not have bottom pins system.
Bottom board with AD-DACK is recommended in even these diecutters.
It needs to be modified to set AD-DACK, then you will see the big advantage with that.
③Measures from stripping boards
Because of stripping trouble, wastes might contaminate in between products, and diecutter might stop by inspection sensors.
DAISO adds optional processing to make wastes fall down easily and perfectly.
For example, PET film is attached onto holes, 3mm and 9mm plywoods are laminated.
④Appropriate nick volume and size
Too many nicks make waste difficult to fall down.
SUPO rubber profiles and Corks enhance nicks and support high speed production.
These products are helpful to arrange nick properly.
Trouble2 : Sheet separation and difficulty of increasing diecut speed
①Improve sheet running
Sheet gets caught due to layout or sheet weight by bottom board, and it causes sheet separation in stripping station inside.
Our stripping jumper improves this trouble to set in front of the separation area of a bottom board.
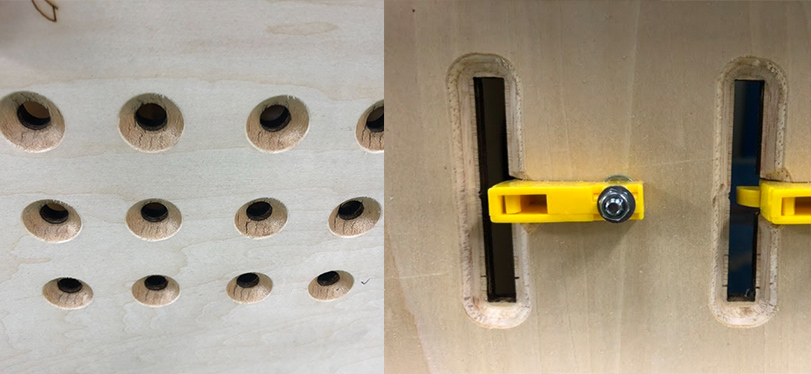
Chamfering the edge of plywood holes is one option to avoid that sheet gets caught.

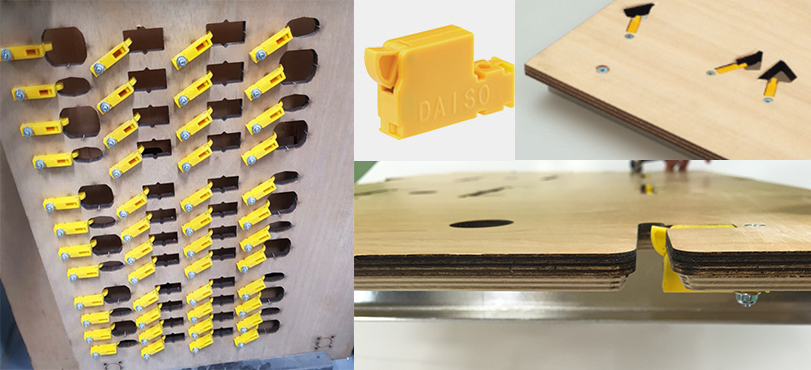
②Use AD under pin for many holes setup
More holes, more pins, more setup time and machine downtime.
If you keep bottom pin frames in a stock place, it could be costly.
AD under pin is the solution for that.
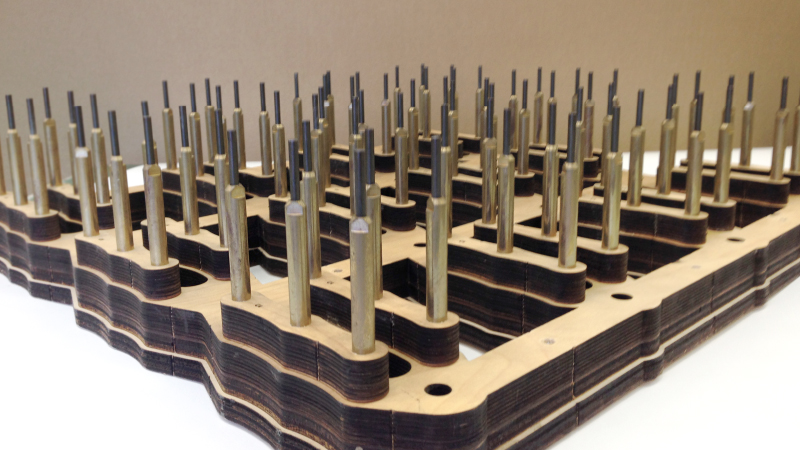
Machine original bottom pin is thick and it would be hard to set narrow pitch interval.
AD under pin is possible to set 10mm interval.
Bottom pin board is available with plywood as above picture.
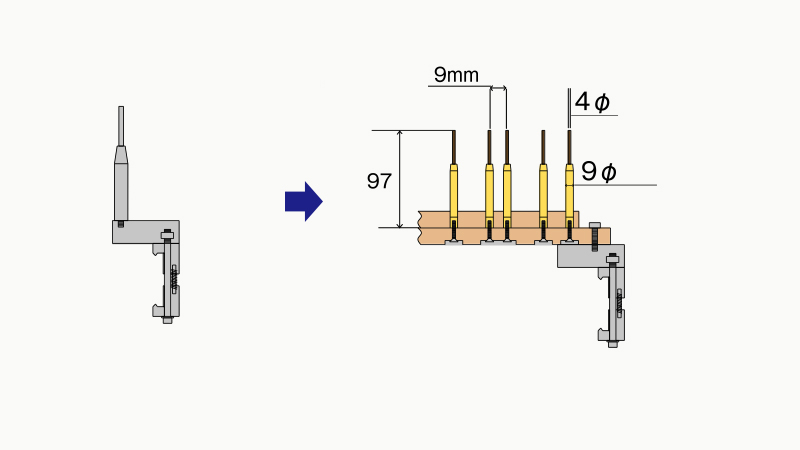

※Comparison of bottom pins (machine original one and AD under pin)
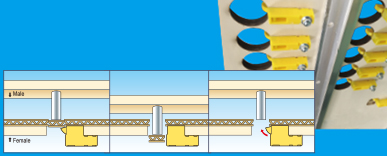
Trouble3:Static electricity causes wastes to attach bottom pins
It is common trouble in diecut of card board and PP/PET.
Anti-static spray would be effective, however, it is temporary.
Covered bottom pin board with AD under pins is very effective to avoid this trouble as in the picture below.
Anti-static tape is also useful for that.
(Related topic)
Static electricity prevention(more)
Lastly
Machine downtime comes from sheet bending condition, factory surroundings, the seasons, and board condition etc.
DAISO R&D always try to find and develop new solutions through trial and error.
We are willing to support your productivity and quality in diecut, stripping and blanking with Japan sophisticated solutions and ideas.

Search this site
Solutions
- Want to create a “NET Pattern” (package design drawings) easily.
- Improve creasing line and reduce crack and torn-surface
- Perforation blade diecut
- How to arrange die cutting with round and long oval hole
- Improving with productive stripping systems
- Slot ejector to keep knives straight
- Reverse creasing by G-Tape
- Optimize makeready with effetive way
- Static electricity prevention
- Reduction of paper dust
- Durable high quality counter plate
- Perfect stripping with AD-DACK
- Effective zone patch up
- Less press mark of rubber profiles on sheet
- Protect from Scratch damage
- About Nick trouble ➡ How to solve “Nick trouble”
- Smooth sheet running, avoid sheet separation
- Improve with double creasing
- WHY G-Tape recommended?
- 5S for patch up sheets/mylar films
- Save make-ready time
- Emergency measure for stripping blade
- Simplify chamfering creasing matrix
Member organization