Search this site
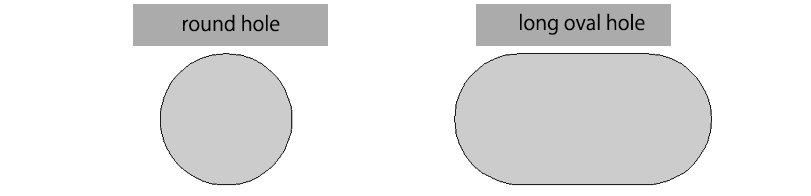
How to arrange die cutting with round and long oval hole
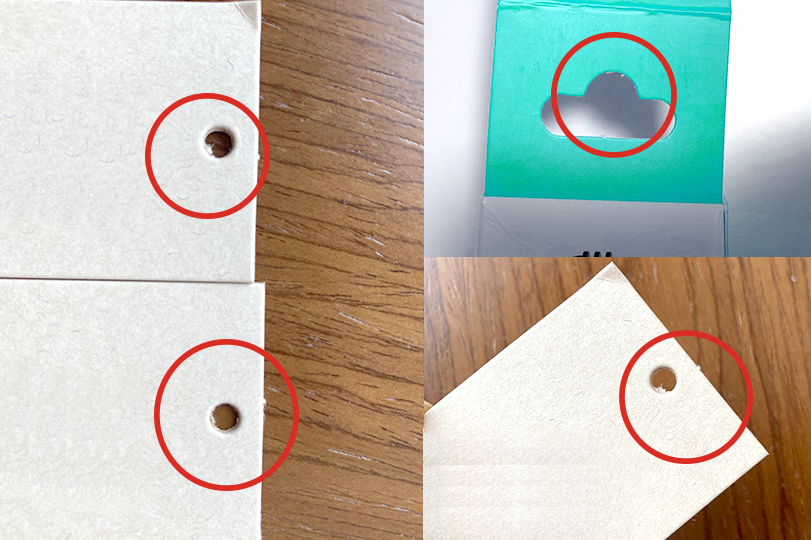
Issues of round holes and long(oval) holes in tags and small cosmetic boxes

Have you ever had any problems of scraps stuck or mixed in when diecutting with long
oval holes, which are often seen in clothing tags or display boxes, the holes are too small to remove?
Stripping machine, after die cutting the product, there are many methods to remove the residue using a stripping die board, but small cosmetic boxes, tag holes, continuous holes, etc. are small. Therefore, it may not be possible to handle even the stripping die board or the stripping under pin. (Most of diecutting machines with stripping function do diecut then remove scraps by stripping dies. You may have some troubles when the scrap holes of small cosmetic boxes or tags are too small or consecutive to remove by stripping dies or strippng pins.)
Is it possible to efficiently remove various small round holes and long(=oval) holes in the product?
Manual / outline removal, and threshold
①Manual work
After diecutting, the operator removes scraps by poking them with a stick. Production efficiency will reduce significantly, and quality might be different from person to person.
② Remove in outline
This is a method of processing using an outline removal device.
Production efficiency is higher(or better) than manual work, but there is a risk of foreign substance being mixed in, and it takes time of pre-setup, waste disposal, and transportation(=handling products).
In some cases, small round holes and oval holes in the product cannot be removed, although large scraps and/or scraps on the out side of produgts and grooves can be removed.
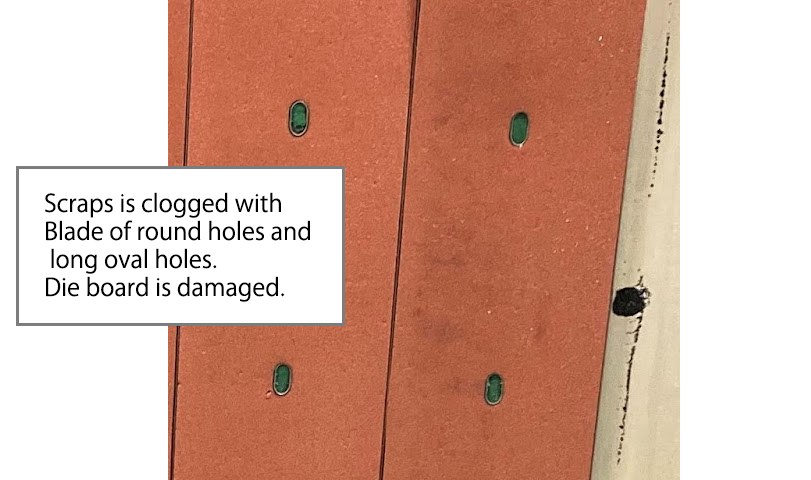
In addition, the round holes and long oval holes of thick sheets are easily clogged withscraps, which may cause other troubles.
One of the trouble is one that the blade is deformed or opens.
In some cases, it is enough to change the blade(re-kniving will help), but if the damage is large, the whole die-board may be remade. This is our impression that many customers are facing this trouble.
Is it possible diecutting and scrap removing at the same time?
We think that many people have a feeling of the limits in outline processing.
In fact, we have received many inquiries from our customers whether it can be processed at the same time. We will explain some points about how to remove round holes and long(=oval) holes in the product in-line.
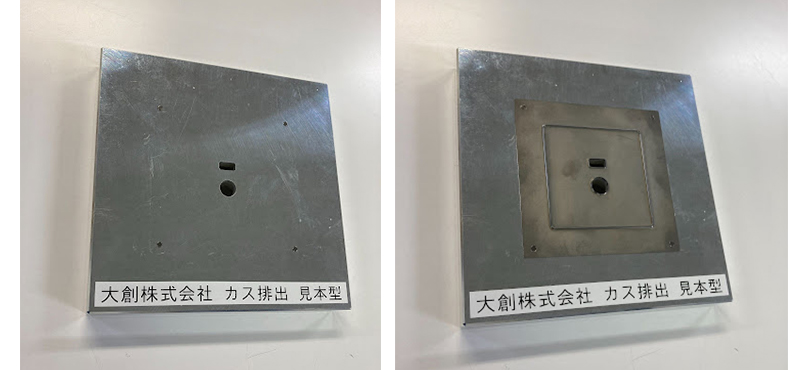
In-line processing method: ① NC punch
It is a punch that has been produced by precision numerical control machining
using a drill for cutting tools.
Not only round holes and oval holes, but also special shapes can be produced.
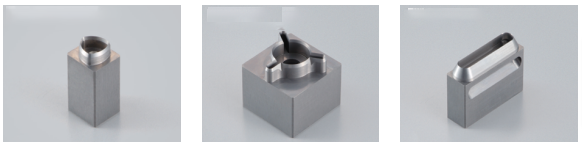
* CF) TSUKATANI HAMONO MFG. CO., LTD.:NC punch example
This punch can discharge the punched scraps and debris.
If you put the lid on, the scraps after pressing will be stored until it is full.
Depending on the number of holes, the diemaking cost will increase, but you can expect productivity improvement because you can arrange die-cutting through continuously.
However, the position and number of holes may be limited because a trash can for discharging waste is required.
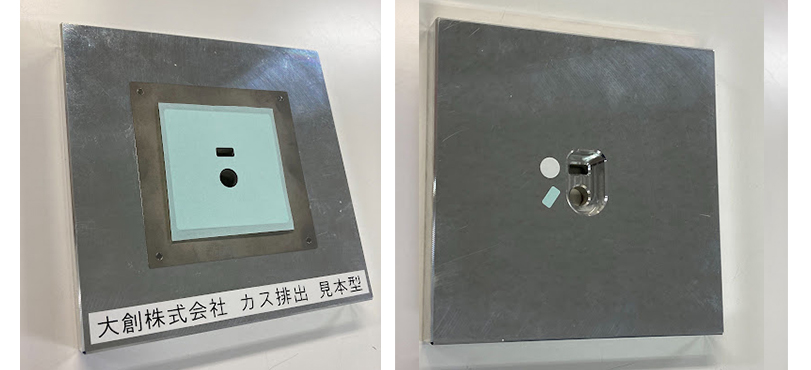
In-line processing method: ② Side punch
Since this is a ready-made product, its production cost is cheaper than that of NC punch.
Please note that there is a limit to the size of the holes.
When die-cutting hard material, it is necessary to check the durability of the part where the body is being scraped.
Blade diameter from 1.0 mm to 10.0 mm can be manufactured at 0.5 mm inter increment.
Height 23.6mm
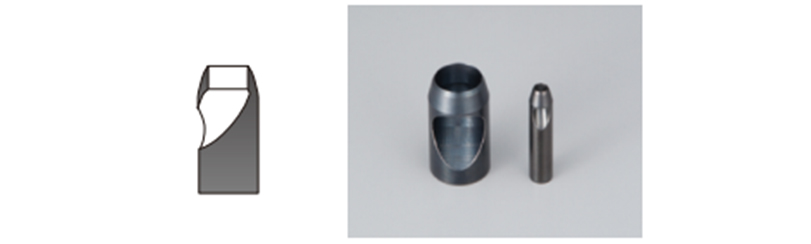
* Excerpt from(=CF) TSUKATANI HAMONO MFG. CO., LTD.


Since there is a window on the side, the scraps slide and accumulate.
③Feed through punch
It is possible to make larger diameter than that of side punch.
However, since this punch cannot discharge scraps and debris, its method is to accumulate scraps inside the punch.
You need to decide how many shots you can use at one time.
It is necessary to stop the machine and remove the accumulated debris each time.
Blade diameter from 1.0 mm to 30.0 mm ※over dia. 13 mm in increments of 1.0 mm
Height 23.6mm
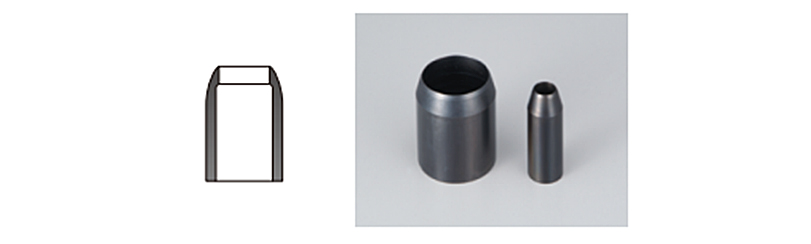
* Excerpt from(=CF) TSUKATANI HAMONO MFG. CO., LTD.
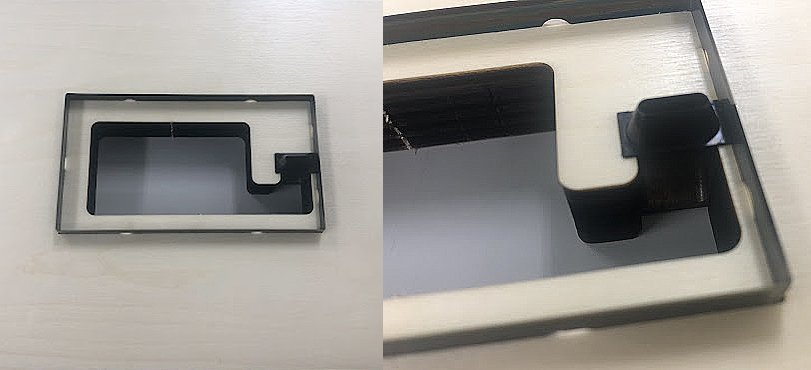
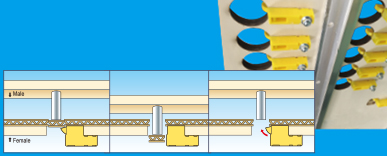
④Etching blade + base (aluminum or iron) Pinnacle die (flexible die)
Etching blades are produced by NC process after corrosion with very tight tolerance in thickness and
the accuracy of the blade is high.
When severe dimensional accuracy is required, or complicated objects that are difficult to arrange with a cutting blade, Pinnacle die is suitable for narrow hole pitches.
Corrosion blade (Flexible, etching blade, sharpening die)
* Pinnacle Die is a trademark of TSUKATANI HAMONO MFG. CO., LTD
Blade height 0.45 to 2.5 mm
Cutting edge hardness 50 ° (shore)
Steel cutting rule
Blade height 23.6mm ~
Cutting edge hardness 70-80 ° (shore)
As mentioned above, there is a difference in blade height and hardness.
When diecutting thick and hard materials, a consulting will be required or necessary according to the equipment and environment.
Last of all, there are various ways to dispose of product scraps, but we think it is most important to apply a method that fits to the product. If you have a feeling of the limits of how to do it, or if you want to improve production efficiency, please feel free to contact us.
DAISO can offer appropriate proposals based on 50 years of experience.
(Related topic)
Improving with productive stripping systems(more)

Search this site
Solutions
- Want to create a “NET Pattern” (package design drawings) easily.
- Improve creasing line and reduce crack and torn-surface
- Perforation blade diecut
- How to arrange die cutting with round and long oval hole
- Improving with productive stripping systems
- Slot ejector to keep knives straight
- Reverse creasing by G-Tape
- Optimize makeready with effetive way
- Static electricity prevention
- Reduction of paper dust
- Durable high quality counter plate
- Perfect stripping with AD-DACK
- Effective zone patch up
- Less press mark of rubber profiles on sheet
- Protect from Scratch damage
- About Nick trouble ➡ How to solve “Nick trouble”
- Smooth sheet running, avoid sheet separation
- Improve with double creasing
- WHY G-Tape recommended?
- 5S for patch up sheets/mylar films
- Save make-ready time
- Emergency measure for stripping blade
- Simplify chamfering creasing matrix
Member organization