サイト内検索
2021/11/09
サクセスカレッジ
打抜きの特殊加工~ミシン目加工とは?
<2023年6月29日更新>
目次
打抜き加工での特殊加工・ミシン目加工とは?
パッケージ打抜き加工でよく使われる特殊加工の一つが、切り取り(ミシン目)加工です。
お菓子箱や、通販用箱、ティッシュケースなどによく使われる、「切り取り線」(ミシン目)がこの切り取り加工にあたります。生活でもっとも見られやすい特殊加工方法の一つではないでしょうか。
ですが、シートを「切り取り易く」しつつ、運搬や配送中ちょっとした力で破けないように強度を保つと、両立させる必要があるため、難しい加工の一つでもあります。
適切な刃物や加工方法に悩まれる現場は少なくないかと思います。
今回のコンテンツでは、この切り取り加工の種類と注意点、ミシン刃の参考ピッチなどを解説いたします。
特殊加工の種類~ミシン、リード罫、ジッパー加工
ミシン目加工と呼ばれる特殊加工では、大まかに以下の3つの種類があります。
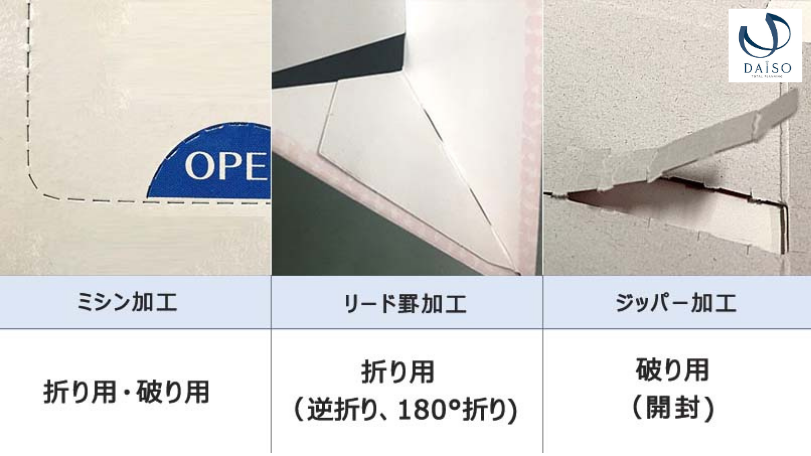
・ミシン加工
・リード罫加工
・ジッパー加工
各加工それぞれ目的があり、使用する刃物も異なります。
その役割について解説します。
切り取り加工:①ミシン加工
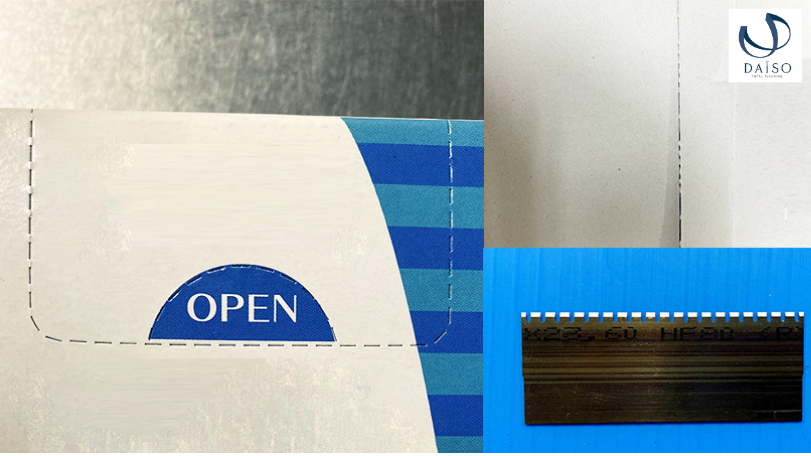
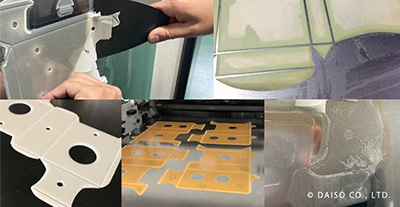
ミシン刃は、パッケージやシートの切り取り部の加工や、折り目付け加工に使用される刃物です。主な役割は、部分的に切り取り易すくしたり、折り目のシャープさを出したりと目的は様々です。
特に代表的なのが「公共料金の請求書」や「ティッシュケース」など、普段から身の周りでもよく目にされるものにもたくさん使われています。
最近のティッシュケースでは、なめらかに切り取りができるように、
ミシン刃を2重に入れる手法もよく使われています。
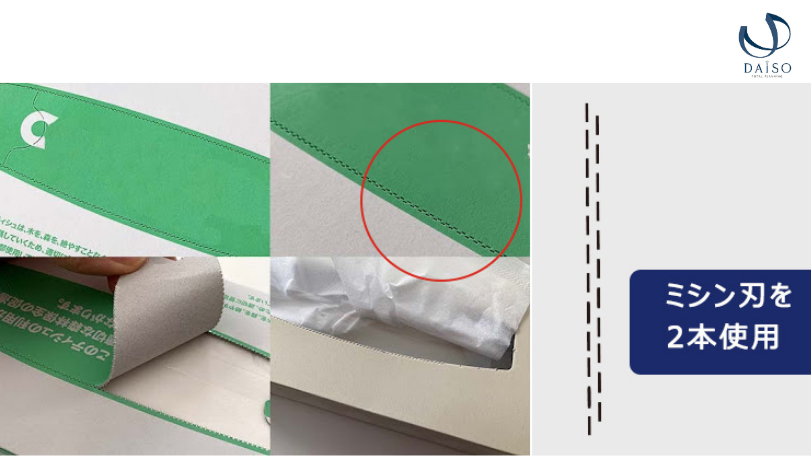
(*ミシン刃が2重に使われている例)
ミシン刃では様々なピッチがあり、選定にはもっとも注意が必要な刃物になります。詳しくは下で解説します。
<参考記事>
ミシン・リード罫のピッチ一覧ダウンロード
切り取り加工の種類:②リード罫加工
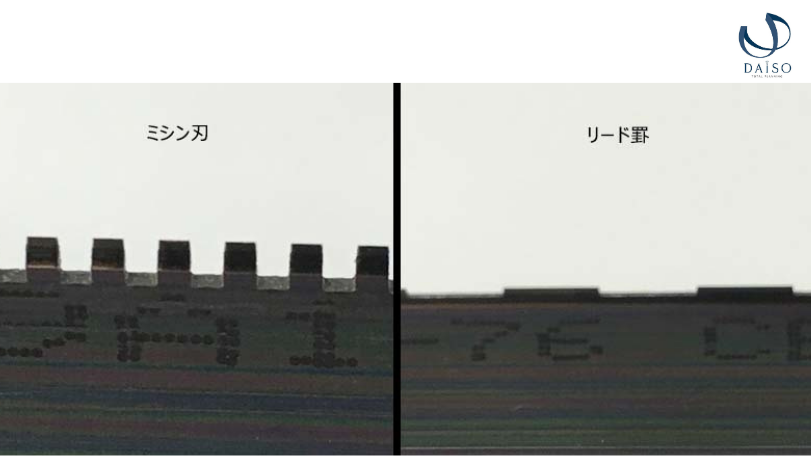
ミシン刃と似た形の「リード罫」があります。
言葉通りミシン刃は刃物で、リード罫は罫線と刃物を交互に履いている罫線です。
折りやすい加工することを目的としており、逆折りや180°折りによく使われます。
折りやすくするためなら、ミシン刃でもよいじゃないかと思われるかもしれませんが、
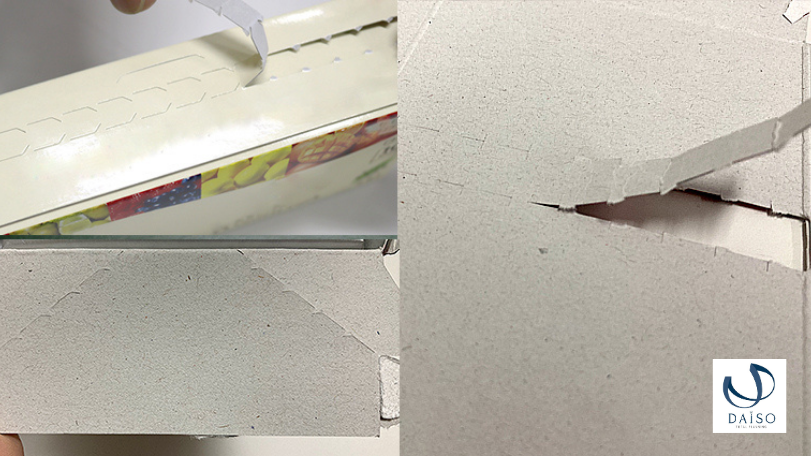
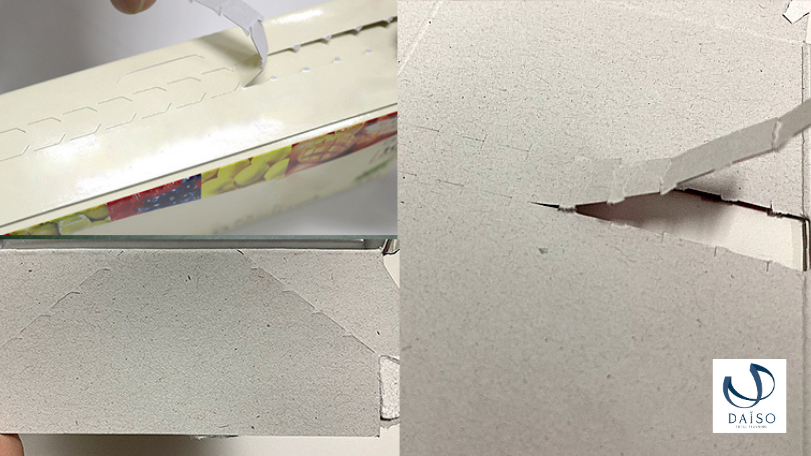
ミシン刃の場合は、逆折りや180°で折ってしまうと、シートが引っ張られてスジ割れが発生してしまいます。
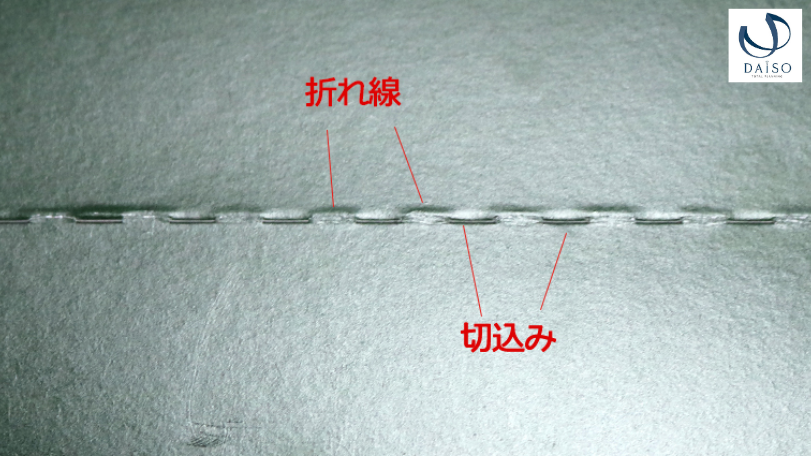
リード罫はこのような部分に罫でスジ押しを付けることで、折り易くします。

(*リード罫が使われた例)
逆罫加工はGテープ®【逆罫タイプ(Gタイプ)】を利用することも可能です。
※詳細は下記を参考にしてください。
<参考記事>
Gテープ®での逆罫の加工方法とは?
切り込み加工の種類:③ジッパー加工
なお、パッケージの開封に使われる「ジッパー加工」(ジッパー)があります。
ミシン刃とも混同されやすいですが、ジッパー加工はお菓子箱などでよく使われる、開封のためだけの加工方法になります。
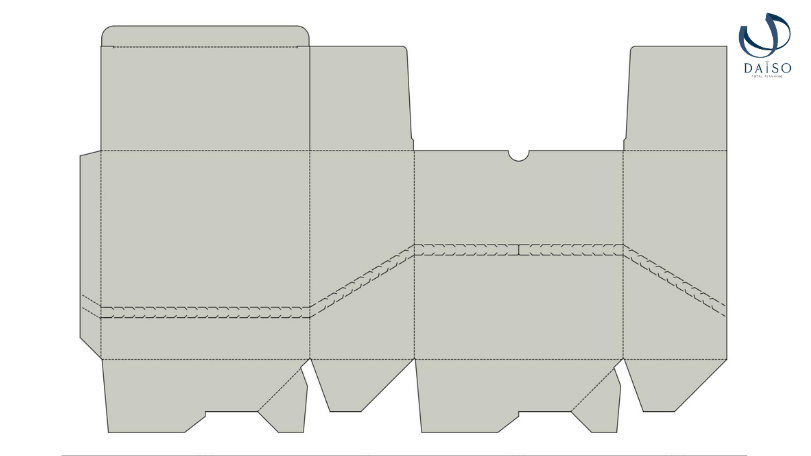
(*ジッパー加工の展開図)
ピッチや形もいろいろあり、デザイン性を出す場合もあります。
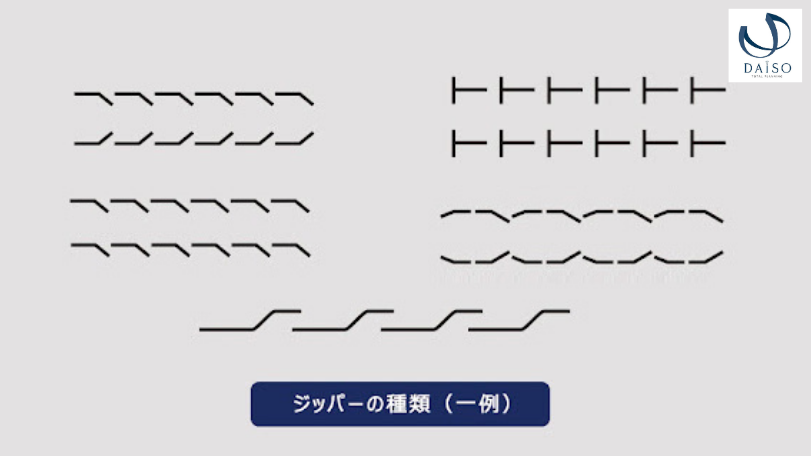
(*ジッパー加工の例)
特殊加工の方法
上記で述べた特殊加工では、刃物メーカーより作られている1本刃を利用する「既製刃」を使う方法と、一点一点「手作り」で抜型に打ち込んでいく加工方法があります。
・既製刃
1本刃で作られている「既製刃」はベニヤ板に打ち込みだけで済むので、比較的に早く加工ができます。飲料ケースや宅配箱など、決められた規格が多い段ボール箱のミシンやジッパーでは、既製刃を利用するケースが多いです。
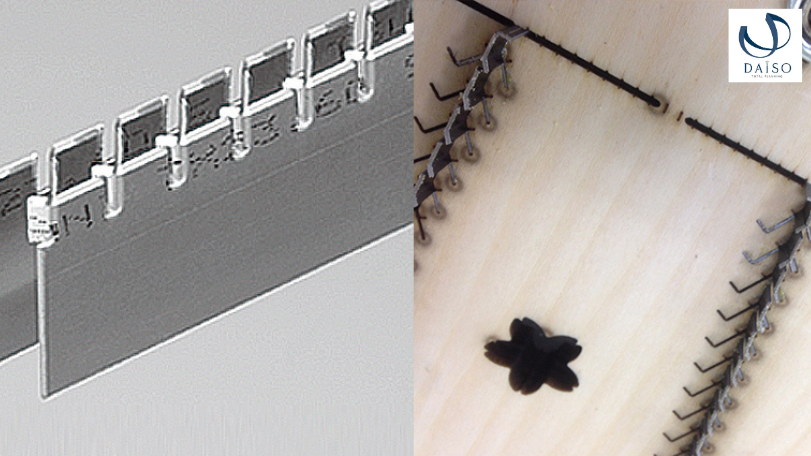
・手作り方式
また、曲げた短い刃物を一点一点抜型に入れていく「手作り」方式があります。
抜型の製作時間が掛かりますが、オリジナルの形に対応できるため、機能性やデザイン重視のパッケージ、またはパッケージのブランディングとしても使われるケースも多くあります。ですが、短い刃は打ち抜き加工中に抜ける可能性もあり、トラブルになることもあります。抜けないようにするには、高度な技術力が求められます。
※詳細は下記を参考にしてください。
<参考記事>
短いトムソン刃を抜けないようにする加工方法は?
・自動刃曲げ機の利用
人の手で刃曲げ、既存の刃物をカッターで切り、ミシン加工を行うこともありますが、最近では自動刃曲げ機を利用して生産効率と正確性を高めている現場が多いです。
弊社では、全工場に自動刃曲げ機を導入して、様ざまな特殊加工に対応しております。
抜型用刃物自動曲げ機 ウルトラベンダー
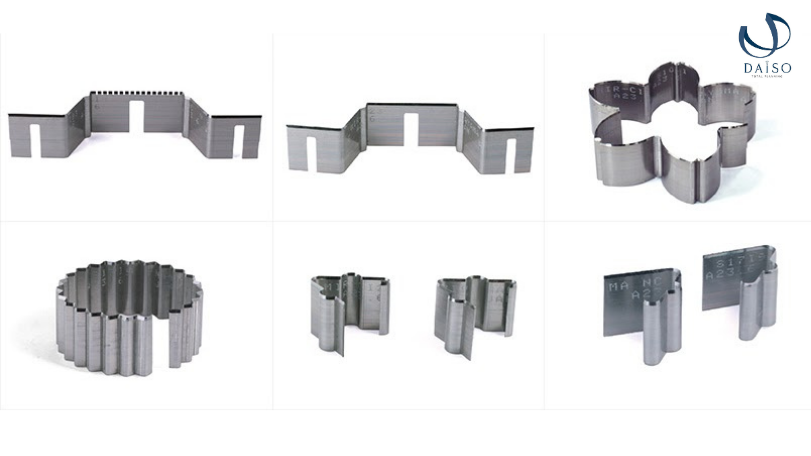
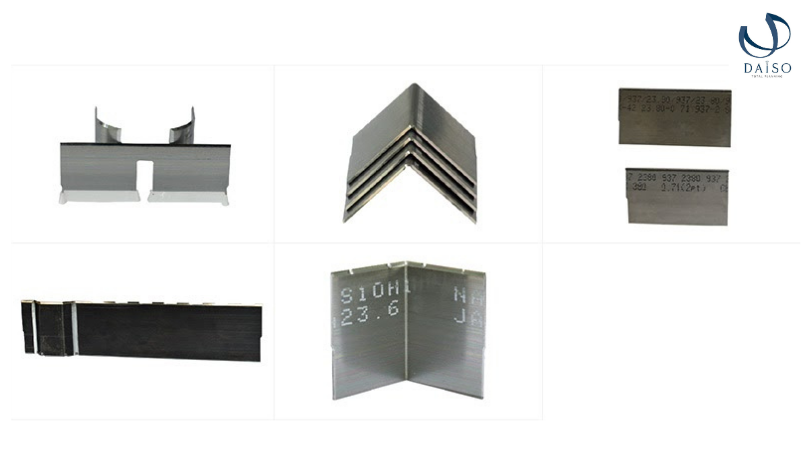
(*自動刃曲げ機で製作した刃物の例)
ミシンのピッチ(刃物の間隔)選びの注意点
上記に述べたように、特殊加工はそれぞれ目的によって、加工方法が異なります。
ここで重要・難しいと言われているのが、ピッチと言われる刃物から刃物の間隔です。
シートの状況を考慮せずに、ピッチ(刃と谷の間隔)を小さく入れて「切り取り易く」してしますと、ちょっとした力で破けてしまうため、不良品のトラブルが発生します。
ミシンのピッチは使途用途以外で「紙の厚み」「切り取る場所」「表面の加工処理」によっても様々変わってきます。
紙の厚みに適していても、実際に破ると硬かったり、変な方向に破れてしまったなど少なからず経験をされた方もいらっしゃるかと思います。
その反対では、陳列時に半分開いていたりして購入意識を損なう見栄えになっていたり、デリバリーサービスを依頼し届いた荷物のミシン目が開いていたりと最悪のケースではクレームとして扱われてしまうという恐ろしさがあります。
正解がない世界ですが、注意する点と簡単なテスト方法があります。
ミシンのピッチの選定~テストと参考表
【注意する点】
1.紙目方向(順・逆で変わる)
2.ミシン目の距離←長い距離を使うと箱そのものの強度が低下。
3.斜め方向のミシン目
4.面切の有無
5.陳列・輸送の条件(積み重ねておく商品・重ねて梱包されるもの)など
【テスト方法】
1.打抜く本紙とおなじ紙にミシン刃をたたき入れ、実際に破ったり折ったりする方法。
2.本紙と同じ紙を使う他の型で、バランス刃・罫の一部分をミシンに変えテスト抜きをする。
一つの目安として、ミシン刃のピッチ選びの参考表をご用意いたしました。
折り目用と破り用で別れております。ご活用いただければと思います。
<ミシン刃参考表>
資料 ダウンロード
最後に
ミシン目加工や連続した切り込みを入れる特殊加工は、製作技術や経験を必要とする難しい加工技術の一つです。弊社では、50年間のノウハウで適切なピッチ、加工方法をご提案しております。
ミシン目の特殊加工でお悩みの方、クライアントの要望に答えたい方、ぜひご相談ください。

- Author:大塚 章乃介
- 2015年8月より本部 経営推進室 室長として就任。
現DSC学長でOnlineセミナーを配信中。