サイト内検索
2021/09/22
サクセスカレッジ
丸穴・長穴をインラインで処理する方法とは?
<2022年12月7日更新>

目次
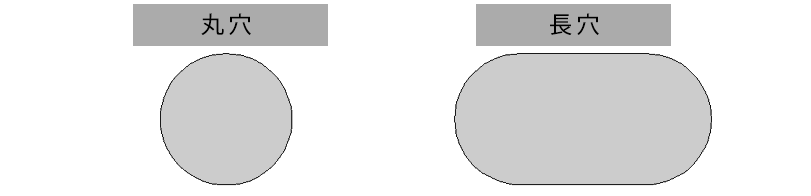
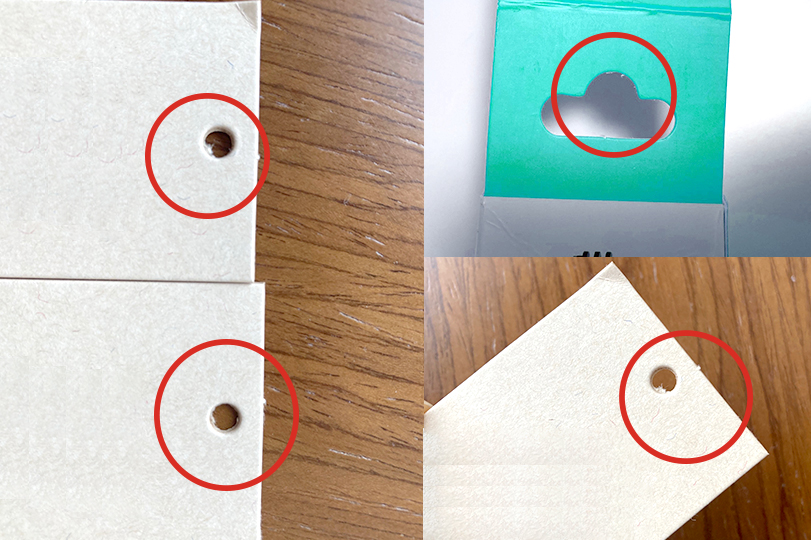
タグや小さい化粧箱の丸穴・長穴の課題
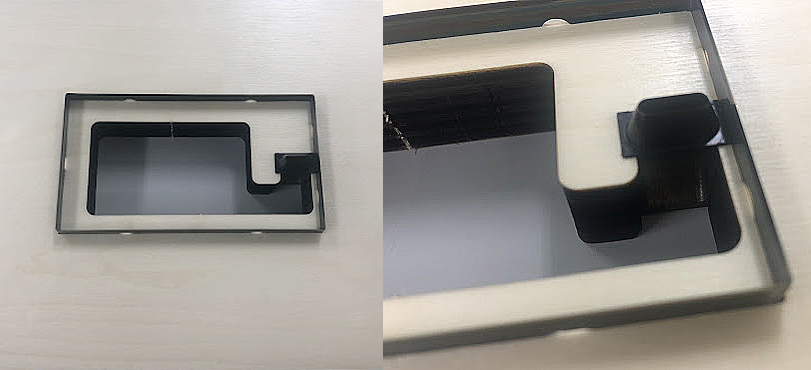
衣類のタグや、陳列用の化粧箱でよく見かける長穴がある製品を打抜く時に、
丸穴が小さすぎて落としづらかったり、カスが混入してトラブルになったことはありませんか?
ストリッピング付きの機械では、製品を打抜いた後、落丁(ストリッピング)型を利用してカスを落とす方法が多いですが、小さい化粧箱やタグの穴、連続している穴などは、小さいため、落丁型や下ピンでも対応できない場合があります。
製品内の様々な小さい丸穴・長穴などを効率よく除去することは可能でしょうか?
【関連記事】
落丁型(ストリッピング型)で生産効率が大幅に変わる?
※自動搬送用でお困りの場合はこちら。
手作業・アウトラインでの除去、その限界
①手作業
プレス後に、棒などで突いて不要なカスをバラすなど、作業者が除去する方法です。
生産効率は大きく低下してしまいますし、人によって品質ムラが出てしまうこともあります。
②アウトラインで除去
アウトライン除去装置を利用して処理する方法です。
手作業よりは生産効率は上がりますが、異物混入の恐れもありますし、前段取りやカスの処理、運搬の手間もあります。
また、外周や溝ドブの大きなカス・クズは除去できるが、製品内の小さな丸穴・長穴の除去が出来ないパターンも多いです。
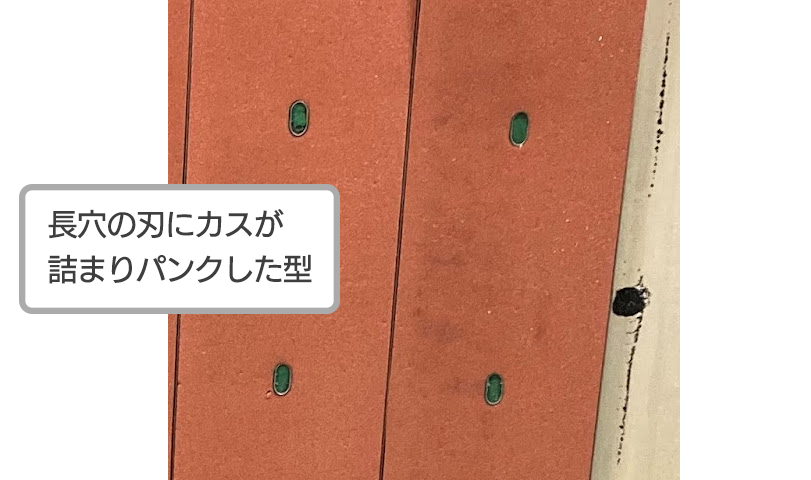
また、厚みのあるシートの丸穴・長穴はカス・クズが詰まりやすいので、これが原因で新たなトラブルを起こす場合もあります。
刃が変形してしまったり、開いてしまうトラブルです。
刃替えで済むケースもありますが、ダメージが大きい場合は型を作り直すこともあるので、お困りのお客様が多い印象です。
「打抜きと同時にカス・クズの除去ができれば…」
アウトラインでの処理に限界を感じている方は少なくないかと感じます。
実際に、同時に処理できないかという現場のお声を多く頂いております。
製品内の丸穴、長穴をインラインで除去する方法について、何点か解説いたします。
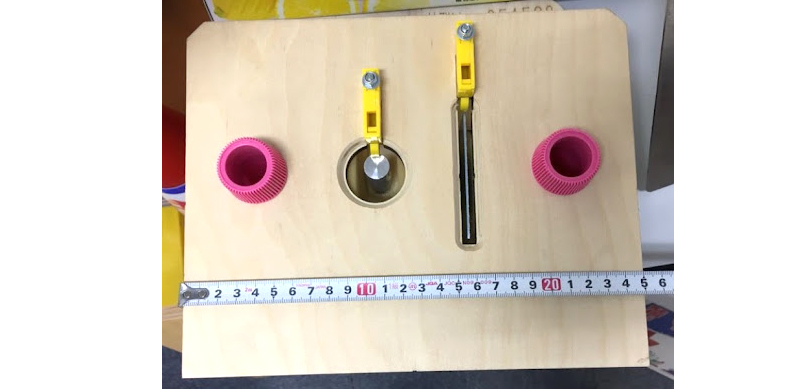
インラインでの処理方法:① NCポンチ
切削工具用のドリルなどを用いて、精密NC加工した刃物です。
丸穴・長穴はもちろん、特殊な形状に合わせて作成が可能です。
※塚谷刃物製作所様より抜粋:NCポンチの例
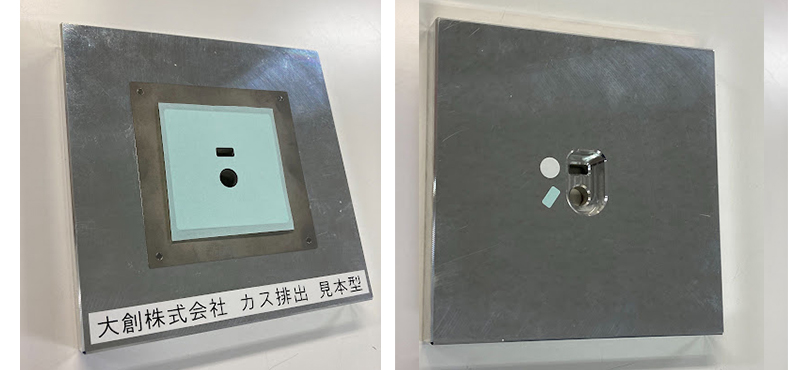
打抜いたカス・クズを排出していきます。
蓋をすれば、プレスした後のカスが溜まっていきます。
いっぱいになるまで溜め込むこともできます。
穴の数によって、抜型製作のコストは上がりますが、連続して打抜けるので生産性向上が期待できます。
但し、カスの排出のゴミ箱が必要なので、穴の位置や数は制限されることもあります。
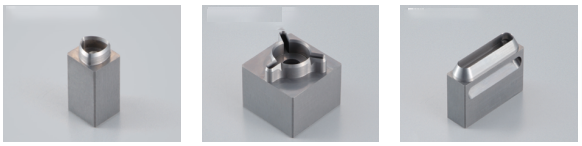
インラインでの処理方法:②サイドポンチ
既製品があるので、NCポンチよりも安価で作成が可能です。
穴の大きさには制限がありますので注意してください。
硬い物を打抜く際は、胴体を削っている箇所の耐久性の確認が必要となります。
刃径1.0 ~ 10.0mm ※0.5mm間隔で製作可。
高さ23.6mm
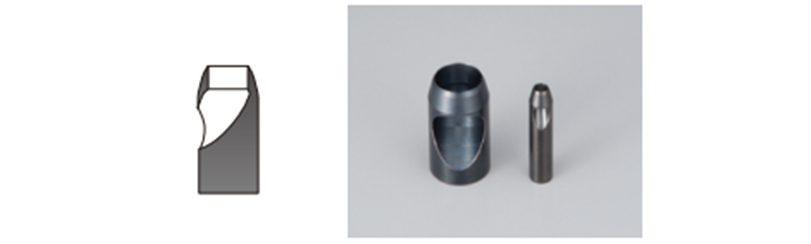
※塚谷刃物製作所様より抜粋


サイドに窓があるので、カスはスライドして溜まっていきます。
インラインでの処理方法:③鉄砲丸刃
サイドポンチよりも大きな穴の加工が可能です。
ただ、カス・クズの排出ができず、丸刃の中に溜めていく方法ですので
一度で使用できるショット数を決める必要があります。
機械を止めて、都度溜まったカスを除去する必要があります。
刃径1.0 ~ 30.0mm ※13mmまで0.5mm間隔で製作可。
高さ23.6mm
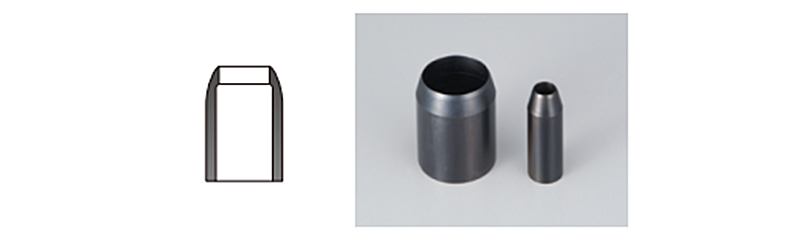
※塚谷刃物製作所様より抜粋
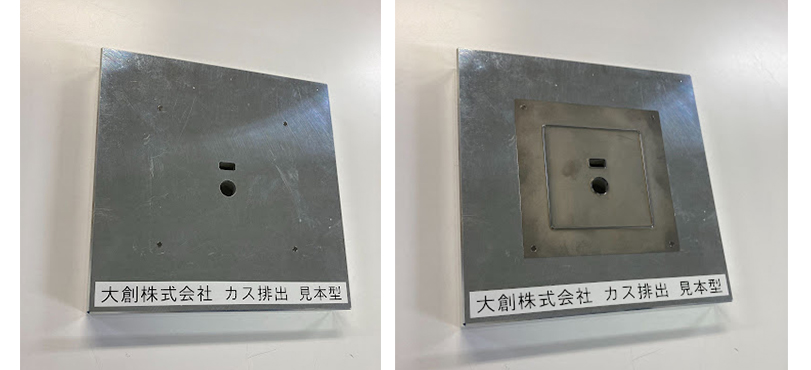
インラインでの処理方法:④腐食刃+土台(アルミ, 鉄)
腐食刃は、腐食後のマシニング加工で厚みのバラつきが少なく、刃物の精度が高いので
シビアな寸法精度が要求される場合や、トムソン刃で作成が難しい複雑な物や
穴のピッチが狭い場合に向いています。こちらで作成が可能です。
腐食刃(ピナクルダイ・エッチング刃・シャープニングダイ)
※ピナクルダイは塚谷刃物製作所様の商標です
刃高 0.45 ~ 2.5mm
刃先硬度 50°(ショア)
トムソン刃
刃高 23.6mm ~
刃先硬度 70 ~ 80°(ショア)
上記の通り、刃高と硬度に差がありますので
分厚く硬いものを打抜く際や、保有設備、環境によっては打合せが必要となります。
最後に
製品のカスの処理の仕方は様々ですが、製品に合った方法を取り入れるのが何より大切かと思います。今までやり方に限界を感じている方、生産効率を上げたい方、是非一度ご相談ください。
弊社は50年間のノウハウをベースに、適切な提案をさせていただいております。テスト型など作成も対応しております。

- Author:大塚 章乃介
- 2015年8月より本部 経営推進室 室長として就任。
現DSC学長でOnlineセミナーを配信中。