サイト内検索
2021/07/02
サクセスカレッジ
落丁型(ストリッピング型)で生産効率が大幅に変わる?
<2022年12月7日更新>

目次
落丁型(ストリッピング型)を利用した打抜き加工
「カスを落としきれず、製品の検品に時間を多く要する。」
「バラけてしまい、回転数を上げれないことがある。」
「下ピンのセットに時間がかかる。」
「静電気で下ピンにカスが付着して機械が止まる。」
これらが原因で予定していた作業時間を超えて、残業になってしまったり
生産効率が大幅に下がることはありませんか?
最近では、生産性と品質を向上するためにストリッピングセクションが付属されている打抜き機の導入をされる工場が増えております。
それにつれて、落丁(ストリッピング)行程のトラブルで課題を抱えている現場も多いかと思います。
今回のコンテンツでは、落丁(ストリッピング)行程でよく起こるトラブルを改善して、生産性を向上する方法について解説いたします。
落丁型とは?~種類と機能
紙器・段ボール箱用の打抜き機において、プラテン部で製品を打抜いた後工程にてシートの不要な部分を落とすストリッピング工程があります。(※ストリッピング工程がない機種もあります)この工程で使用する型が「落丁型」になります。

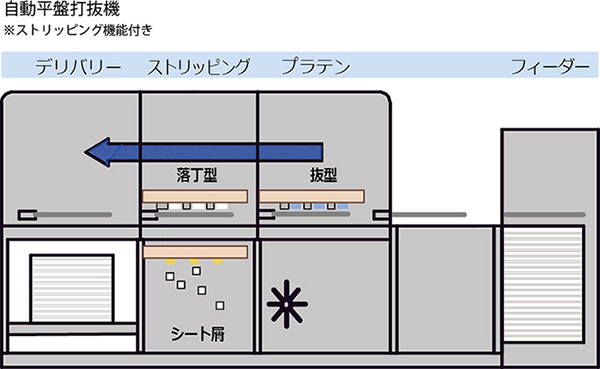
プレス部にセットした抜型で打抜きしたシートを積み上げ、職人がハンマーを使用して製品とそれ以外の屑をバラす作業を自動化するためのトムソン機で使用する型です。
不必要な屑を機械内部で効率的に取り除くため、インラインで作業が可能になります。
最近では作業者への負担を軽減し、生産性向上を図るため、導入している現場が多くなっています。
落丁型の種類
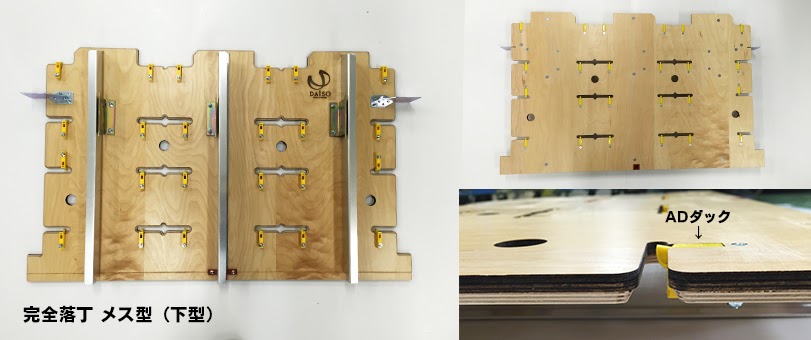
落丁型は、オス型(上型)とメス型(下型)のペアで構成されています。
また、取り除く屑の種類によって、「完全落丁型」と「部分落丁型」の2種類で分けることができます。
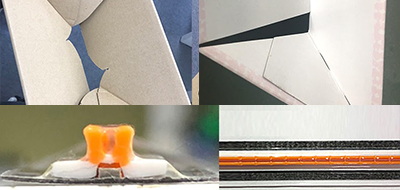
●完全落丁型
完全落丁は、製品周りや製品内の穴など全てのシート屑を落とします。
段ボールの様な厚手のシートで、ニックが効きやすい製品に使用します。

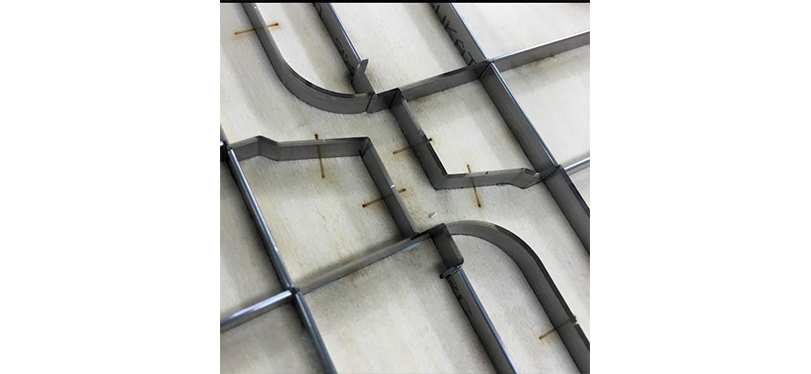
●部分落丁型
部分落丁は、製品内の穴やムシりにくい部分などを、抜型のステ刃で囲い落とします。
板紙などの薄く、段ボールに比べてニックが効き難い製品に使用します。


※回転数が多い打抜きには鉄板を合わせて製作する場合もあります。
<参考記事>
ステ刃不足の事態に備えたい
ハンマーでの叩き作業で腱鞘炎になる?製品に汗が付着する?人員がいない?カスムシリ機ベアクローで解決
ニックと落丁の関係性
自動機は、給紙後にフィーダーベルト上をシート(枚葉紙)が流れていき、
プラテン部の手前でグリッパーがシートを次から次へと掴んで流れていきます。
プラテン内の抜型でプレスしてシートを切断した後に、
グリッパーで掴んでいる製品とカスがバラけないように、抜型の刃にニック(つなぎ)を入れます。
パッケージの切断面に凹凸が見えるのは、バラけ防止の為です。
弊社では抜型の表面にニック位置に印を入れることが可能です。
ニックの印で、オペレーター様が現場で迷わずに作業を進めるようにしております。
※ニックの入れ方はこちらをご参考ください。
<参考記事>
ニック(つなぎ)のトラブルを無くしたい。
落丁のトラブル対策
落丁行程でのトラブルは、様々な種類と原因があります。各現象からその対策について解説していきます。
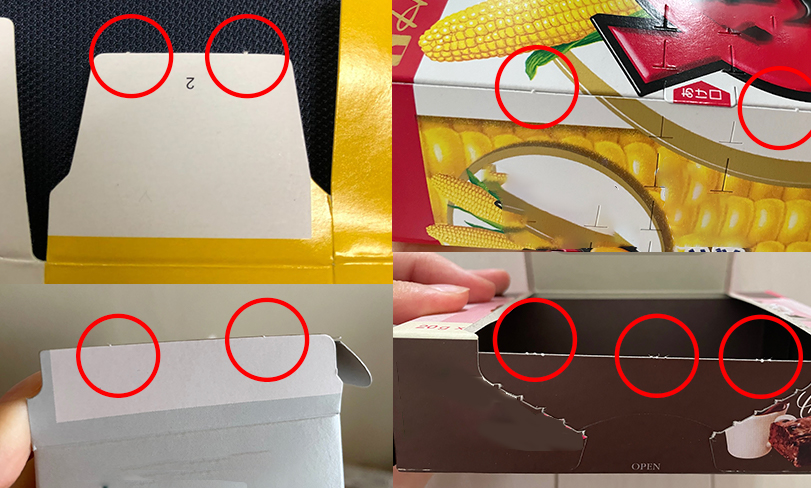
ケースA「カスを落としきれず、製品の検品に時間を多く要する。」
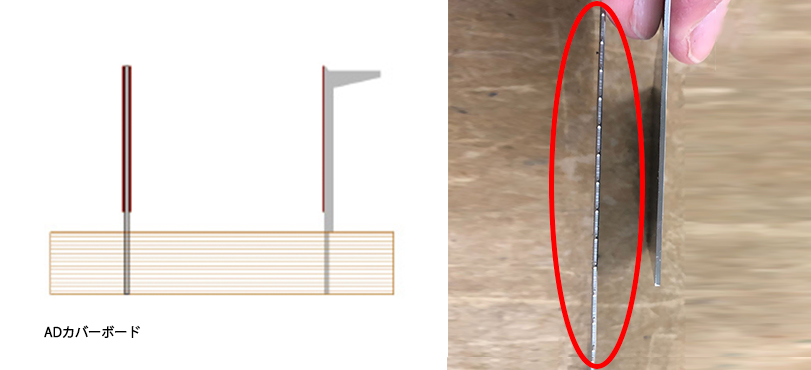
①オス型の鉄板の当たりを良くする
対策の一つとして、「ADカバーボード」を活用することができます。
ADカバーボードをオス型の鉄板に貼ることで、当たり幅が広くなり落ちが良くなります。
落丁型の修正が要らないので、作業中に簡単に追加することができます。
また、オス型の鉄板の先端がギザギザ仕様の物を使うこともあります。
②落ちやすく下ピン、またはADダックを活用する
落丁型で突いたカスが回転してしまうか、ニックが強くて落ちない場合があります。
落ちが悪い場合は、下ピンを付けると、改善されるケースもあります。
機種によっては、下ピンを付けれない機械があります。
この場合は、「ADダック」をメス型にセットして対策することをおすすめします。
メス型に貼り付ける必要があるため、抜型メーカーで修正する必要がありますが、効果は大きいです。

③抜型での対策
カスが下に落ち切らず、製品の隙間に混入したりセンサーに反応して機械が停止することがあります。
弊社では、メス型に追加加工を行い、カスが落下し易くしております。PETフィルムなどを使って落としやすく工夫する場合もあり、3mm,9mmベニヤを積層して作成する「39ベニヤ」もあります。仕様に関しては、弊社にお問合せください。
④ニックの入れすぎが原因の場合~不必要なニックは入れない
ニックを入れすぎて、バラけ難いこともあります。
ニックが綺麗に、強く入るように刃物の横にSUPOシリーズ やコルク を貼ることで、
ニックを必要以上に多く入れなくて済むので、この資材を活用して改善することもあります。
ケースB「バラけてしまい、回転数を上げれないことがある。」
①シートの流れを良くする
上記でニック(つなぎ)に関して説明しましたが、割付やシートの重さによっては
落丁にシートが引っ掛かってしまい、バラけてしまうことがあります。
この場合は、「シートホッパー」をメス型の表面にセットすることで、改善します。
べニアのレーザー切断面が引っ掛かることもあるので、面取り加工することもあります。

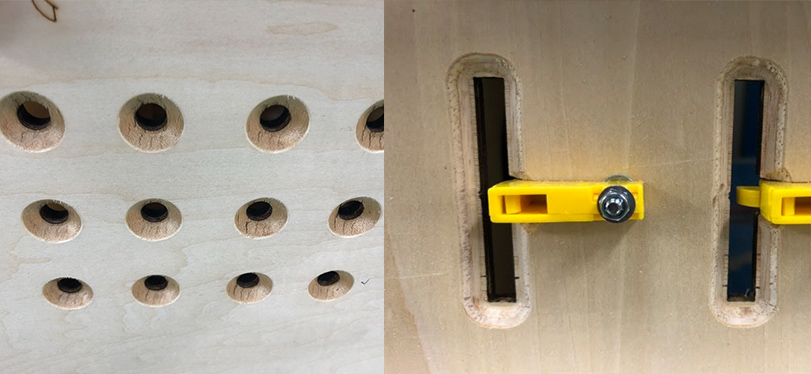
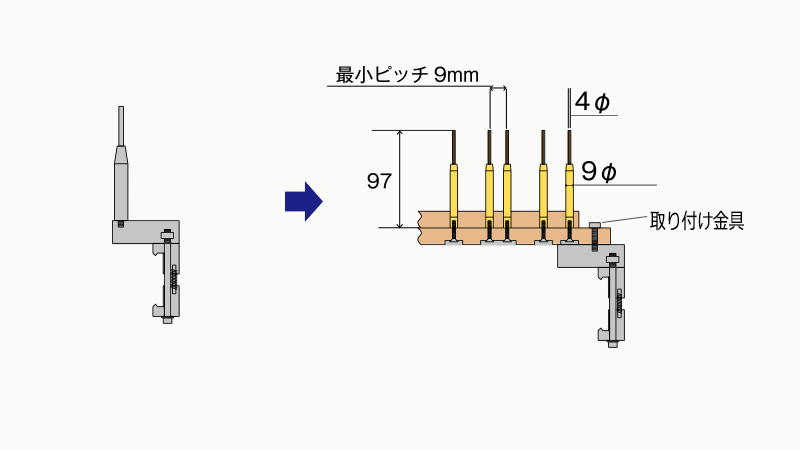
②穴の数が多くて下ピンのセットに時間がかかる場合~AD受けピンを活用する
穴の数が多いと、自ずとピンの数も増えますし、機械の停止時間も増えてしまいます。
また、セットした枠も保管することになるとコストも掛かってしまいます。
その場合、「AD受けピン」を使うことで改善できます。
機械の下ピンだと本体が太くて、狭いピッチ間隔の場合セットできないことがあります。
AD受けピンは10mm間隔でも可能です。
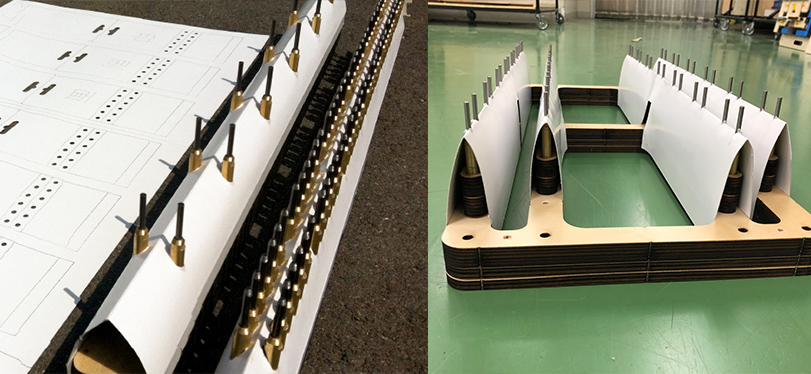
画像の通り土台をべニアで作れば、機械にもセット可能です。

※機械の下ピンとの比較
<関連記事>
落丁(ストリッピング)のカス取りピン(下ピン)セット時間を短縮するためには?
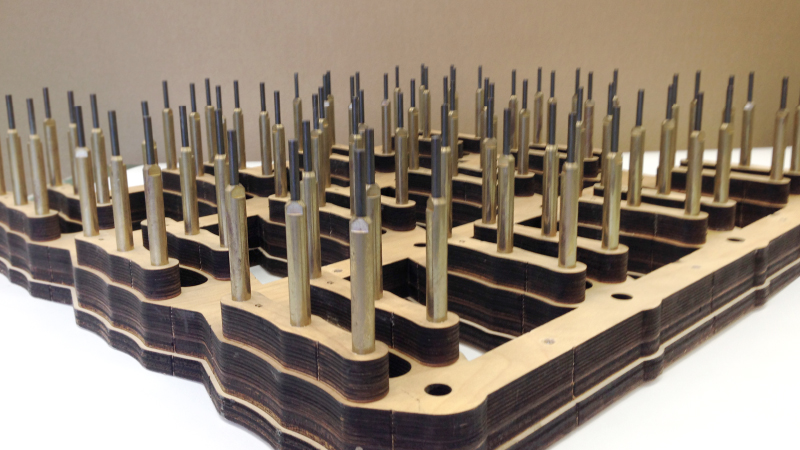
ケースC「 静電気で下ピンにカスが付着して機械が止まる。」
板紙やPP・PETの打ち抜きで起きやすい現象です。
「静電気防止スプレー」や、シリコンスプレーでは多少効果はありますが、一時的なものです。
「NEWセラコートG」を直接ピンに噴射してコーティングするか、
画像の通りに、AD受けピンを使用した下型を作成し、傘を被せる事で大幅に改善できます。
最後に
シートの反り状況、環境や季節、落丁型の状態によって、生産が上手く行かず機械を停止させていることが度々あるかと思います。
弊社は様々な改善方法を研究しており、自社で商品開発も行っております。
「今使用している落丁型(他社型を含む)を修正できるの?」
「落丁型代が高くなっても構わないので、問題を解決してみたい。」
このようなお声が御座いましたら、一度弊社にご相談ください。
ちょっとした資材を追加することで解決することもあります。落丁のトラブル対策で生産性向上をお手伝いさせていただきます。

- Author:大塚 章乃介
- 2015年8月より本部 経営推進室 室長として就任。
現DSC学長でOnlineセミナーを配信中。