サイト内検索
2023/04/03
サクセスカレッジ
折れ精度を見える化するには?折れ不良を減らして、品質を安定させる方法

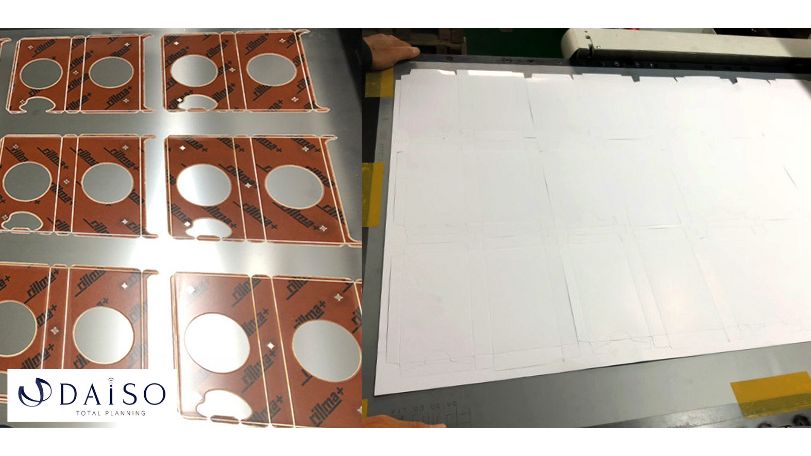
パッケージの折れ不良の現状
パッケージ打ち抜き加工時に、折れ線が綺麗に折れない(硬い・柔らかい)、罫線箇所が割れる、貼りがズレる、安定しないなど、
折れ線について問題を抱えている会社様は多いかと思います。
シートの折れは、紙の性質、湿度、紙目、面切設定などで変わります。
パッケージの品質を保つためには、安定した折れ精度を出すことが重要になります。
品質の良し悪しは、どのように判断されていますでしょうか?
今回は、折れの品質を均等に保つ方法についてご説明いたします。
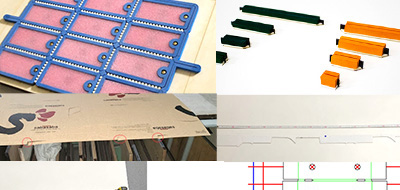
パッケージ製作の流れ
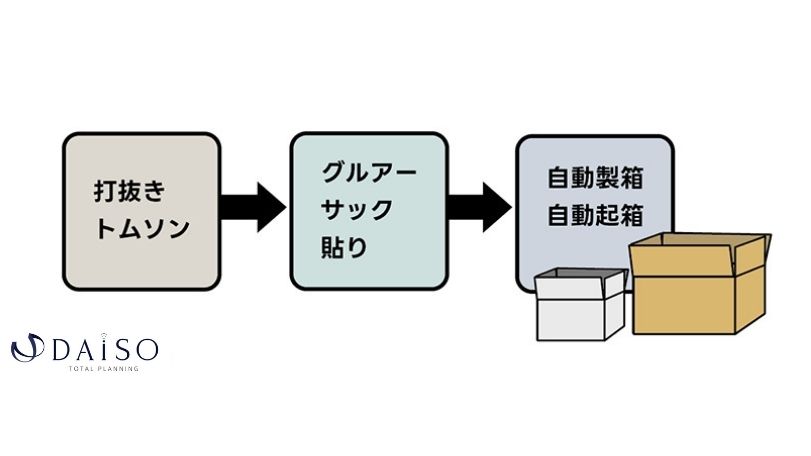
パッケージ(紙器・段ボール箱)の製造工程で、打抜き/トムソン加工後に
グルアー / サックマシーンで折りと糊付け加工を行います。
最終的に貼り加工され、180°に折りたたまれたパッケージを起函させて、
商品を中に自動、もしくは手作業で包装していくのですが、
ロットが多い商品や、食品・製薬・化粧品・精密機などは、自動製函機、自動起函機を使用することも多いです。
そこで重要になるのが、罫線の曲げ剛さ / 折れトルクの数値の見える化です。
罫線の曲げ剛さ / 折れトルクの見える化
オペレーターや検査官の感覚で折れ精度を判断される現場も多いかと思いますが、
人の手で折り曲げた感覚だと、経験値とスキルが必要となります。
また、人手不足の現場や新入社員の教育においても、限界はあります。
ここで、折り曲げの剛さを数値することが重要になります。
以下の図は、罫線の曲げ剛さ / 折れトルクの数値のグラフ化したものです。
力学において固定された回転軸を中心にはたらく、回転軸周りの力を示しています。
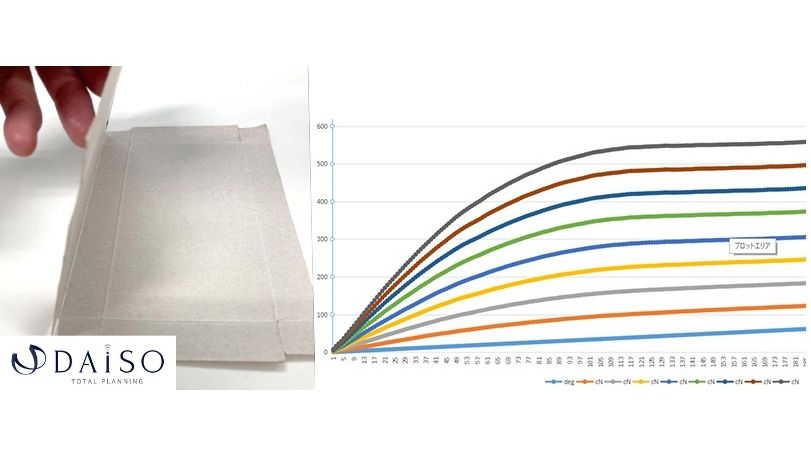
こちらのデータは、「罫線曲げ剛さ測定器」で作成することが可能です。
パッケージの罫線箇所を軸にして、機械の一定の力で折り曲げる事で
より正確な数値をデータ化する事ができます。
パソコンをつなげてデータ化することで、記録はもちろん、クレーム時の対応にもお役に立ちます。
※データのCSV / PDF出力可能
罫線の高さを見える化
合わせて、罫線の高さを測定する罫髙ゲージを使うことで、更に裏付けしたデータを収集することも可能です。
Gテープ®などで面切加工を行い、層間剥離で盛り上がった凸部分の高さを測定します。


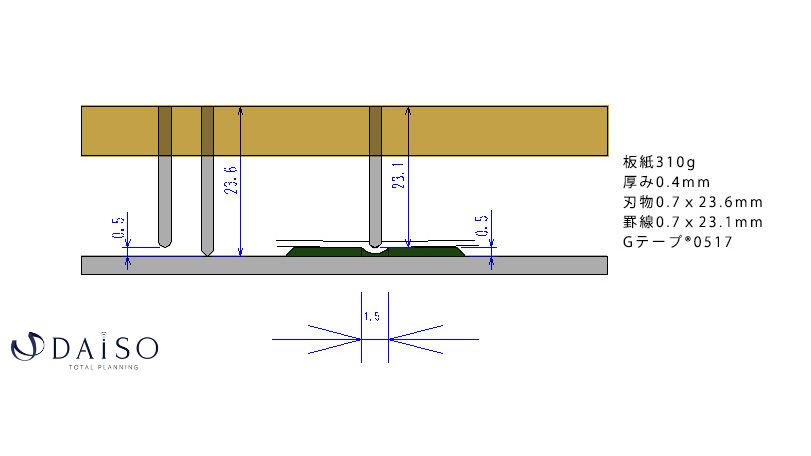
紙厚と罫線を考慮したGテープ®の選定
平版打抜き加工の場合は、刃高23.6mmを基準として
打抜くシートの厚みや種類に合わせて、罫線の厚みと高さを選択します。
抜型と、Gテープ®の基本設定はこちらをご参照ください。(リンク)
紙厚の計算方法は、号数に0.065の定数を掛けた数値が、おおよその厚みになります。
製紙メーカー、印刷、コーティング、PP加工の有無、さらには季節による
水分量の変動で、Gテープ®の設定を考慮する場合もございます。
【関連記事はこちら👇】
板紙の規格サイズと紙厚とは?
板紙パッケージの特性と注意点
板紙のパッケージの場合は、折れ筋を入れるため、必ず罫線に対してGテープ®などでの受けが必要になります。
罫線の折れ筋だけで折ると、割れたり綺麗に折れない為です。
【関連記事はこちら👇】
紙器打抜きにおける表抜き・裏抜きとは?
板紙は、バージンパルプだけでなく大部分が古紙でできておりますが、
厚さを持たせるために多層構造となっています。
厚みがあるため無理に折ると、罫ズレや割れが発生しますので
折る前に、Gテープ®などで層間剥離を意図的に起こすことで、綺麗に折る事ができます。

最後に
板紙や段ボールも他の材料などと共に原料や製造コストが上がり続けております。原料コストを抑えつつも耐久性を保つとなると、シートの構成も変わることも多いです。
そうなると、抜型の設定やGテープ®の設定も変えなければ、折れ難い・割れ易いパッケージが仕上がってしまうことになります。
安定した品質を保つために段目、紙目などで設定を細かく設定している企業様も多いです。
測定器は、貸出もしておりますので、
ご興味ございましたら一度お問い合わせ頂けますと幸いです。

- Author:大創株式会社 河原
- 大創株式会社 経営推進室 インサイドセールス担当 河原です。